
专业技术工作小结
我从2011年3月进入格特拉克(江西)传动系统有限公司赣州工厂实习开始,经历过6个月在工厂一线生产实习,于2011年9月被调回PD产品开发中心负责452 5MTT155变速器产品项目工程师至2016年3月从GJT离职,期间我经历了这款产品匹配应用到不同客户车型上的销量持续“高歌猛进”时代,同时经历了与竞争对手、产品品质提升、成本等方面的带来的“阵痛”压力,然后又经历了产品转型升级换代的“苦练内功”的阶段。在GJT工作的5年是我人生职业生涯中最重要的学习专业技术知识沉淀打基础的阶段,离不开GJT各位经验丰富的领导前辈、工厂车间一线的技术牛人大咖以及各岗位的优秀工作者对我的谆谆教导。下面按时间段分别叙述我在GJT的工作体会和收获心得。
一、实习阶段(2011.3—2012.9):
1、齿轮车间是负责齿轮的热前加工,主要有精车、插齿、滚齿、剃齿等。通过在这里的学习,对现有的机床设备性能、加工工装(刀具\夹具\检具)、加工范围以及轴类、盘齿类零件的加工工艺流程有了更加完整的认识。车间班组由车办组、数控组、齿形组、车钳组、剃齿组、热处理组等组成,所用到的主要设备有:数控车床、滚齿机、插齿机、磨床、钻床、倒角机、剃齿机、挤棱机、花键辊轧机、拉床、清洗机等。轴类的加工工艺流程是:检验—精车、切槽—工艺位加工(磨削)—滚插齿—倒角倒棱—车毛刺—花键加工—清洗—剃齿—钻深孔—检验—热处理喷丸—校直—探伤–热后磨—抛光—双啮—噪声—检验—包装防锈—入库;盘齿的加工工艺过程则是:精车—倒角—刷毛刺—钻孔—滚插齿—车毛刺—磨棱—清洗—剃齿—清洗—热处理—珩磨—清洗—双啮—检验—入库。
2、壳体车间的实习,使我对各类壳体零件的加工工艺有所了解,壳体加工的过程一般是:图纸的确认、编制加工工艺流程、编程、刀具的选择和顺序的安排、装夹、加工、拆卸、清洗、检测、入库。壳体加工的可以分为两类:第一类对壳体端面的加工。壳体端面加工刀具有:铣刀、钻刀、铰刀、镗刀、攻丝刀等。第二类对壳体孔的加工(钻孔、扩孔)。钻孔的刀具有:扁钻、麻花钻、中心钻和深钻等,扩孔的刀具有:扩孔钻、锪钻、铰钻、钻铰钻和镗刀等。
3、装配车间的实习,了解并熟悉了目前公司生产的产品种类及其结构特点,赣州分公司现有:B5A、452、三菱(R5M21)、中华系列(F5M42)、HM516、JC630、JC530/538、五十铃(MSB)共8条装配线。452变速器的装配过程主要是:输入、输出轴部件的部装→变速器壳部件部装→控制轴部件的组装→离合器壳部件总装→差速器部件部装→离变壳合箱→气密性检测→EOL台架检测等。在装配过程中要按工序工艺卡监控记录装配过程数据(各档齿轮的轴向间隙、齿轮的齿侧间隙、同步环的后备量、齿轮的压装力大小以及装配方向、每个螺栓的拧紧力矩大小、气密及EOL数据等)。
4、通过以上在工厂生产车间(齿轴加工、壳体加工、装配车间)实习6个月之后,2011年9月我被调到PD产品开发中心任452MT产品工程师,负责协助452项目组的带教老师和同事处理一些日常的工作事物(BOM表与图纸数模的绘制、零件送样及样机装配的跟踪等)并参加公司的相关体系流程培训(TIP & PLM & 汽车五大工具手册等)。经过一年半的历练,2012年9月我有幸被江铃集团公司聘任为助理工程师的职称,被GJT聘任为452MT产品项目工程师。
二、452MT产品项目工程师阶段(2012.9—2016.3):
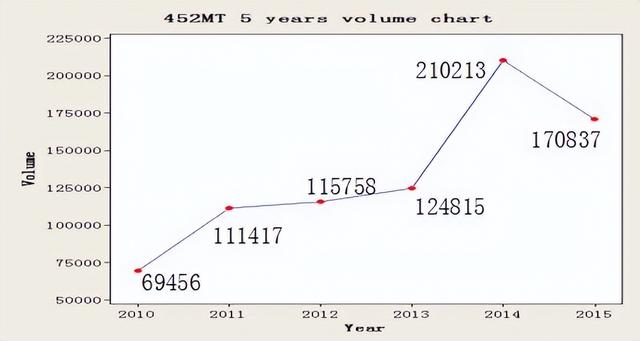
1、452产品销量与衍生型号的“高歌猛进”阶段:这款变速器是德国格特拉克集团公司独立开发的产品,该产品在国际市场2000年已为宝马汽车Smart/Colt车型配套使用,已经过了市场的检验。为适合国内市场及主机厂的要求,GJT在2007年从德国技术引进开始国产化,并在2010年陆续量产配套在1.5L、1.6L的东南汽车菱悦V3&V5、东风柳汽景逸X3&X5、北汽、广汽传祺GA3、华晨中华骏捷FRV、福田、潍柴英致G3等主机厂车型上。通过优化相关设计和工艺,在中国市场获得了广泛的认可和口碑,2014年产品销量一度达到21万的辉煌。

其产品特点如下:在同类型前驱手动变速器中,具有小体积(轴向尺寸仅364mm)、轻质量(32.5Kg)、强承载能力(扭矩155Nm)等特点,对整车底盘空间布局设计非常有益,具有良好的燃油经济性,拥有非常好的市场前景。通过设计创新和工艺创新,452MT产业化项目的产品实现了在各方面性能指标上的提升,其水平达到了国内领先地位,具体表现为:
1)、通过新材料、新工艺的使用,使得燃油经济性提高10%以上;
2)、热后干式精加工工艺使得452MT变速器具有良好的降噪能力;
3)、选换档系统模块结构设计,选换档拨叉模块结构设计,对变速器的装配和售后维护操作方便简洁,具有极佳的维护性。
2、452产品与竞争对手、品质提升、成本等方面的带来的“阵痛”阶段:
一方面,随着452产品销量的逐年递增,我们遇到了上汽齿、青山齿轮厂、株洲齿轮厂等行业内的竞争对手的同类型变速器产品抢占GJT客户销量及成本方面的压力,为此2012~2014年公司分阶段布置了452降成本的工作任务。我有幸参与到整个Team团队一起经历了方案策划、跟踪切换实施等工作,特别是在针对每个具体的降本方案,整个工作团队(包括技术、试制&试验、采购、物流、质量、财务、工厂等)每天每周定期头脑风暴汇集点子在一起梳理评估,实施方案主要有:差壳分体式改为一体式,1/2/3档同步环由锻造钢环变更为冲压钢环,4/5档同步钢环改为螺纹铜环,加放油螺塞标准化,提升弹簧组件更换供应商,半轴齿轮取消磷化工艺处理,行星齿轮轴改短,选换挡支架和波形支架的表面处理由达克罗变更为镀锌工艺等等。在每个方案实施切换之前,技术团队需要从设计和试验入手,反复进行充分验证,以确保降本之后的产品功能&性能都能满足主机厂和终端用户车主的接受认可。最终我们顺利地完成了公司下达的单台降本100 RMB的目标。
另一方面,随着汽车市场的普及和终端车主对汽车品质认识的觉醒。452MT产品的NVH噪音水平时常被三大客户(东南汽车、东风柳汽及广汽传祺)及其终端车主所诟病和抱怨。为此,2012年公司专门组织各专家及技术、试验等人员一起成立了《452变速器NVH问题8D整改小组》解决客户NVH抱怨问题。针对SEM-V5 T/M存在“三大音”异响问题:的2、3档加减速“啸叫”音、“AC ON”一档怠速走行“DA DA”音以及加速JiaJia音。汽车行驶过程中存在的”咔咔”异响用专业术语描述即是敲齿音或Rattle音。根据汽车动力总成传输机理,这个噪音主要是由激励源—发动机,传递—飞轮、离合器等,响应—变速箱这三部分所组成的动力总成系统产生。自变速箱产生敲齿音后经过两种传递路径进入驾驶舱被人们感受到:一个是空气传声,另一个就是结构传声(例如防火墙、换档拉索、悬置等等)。所以我们若是要对解决此问题是需要对整个动力总成系统入手。为此GJT配合主机厂对Rattle音的传递响应路径(变速器)端进行了多轮整改,取得了一定的成效;主要应对措施如下:主要是通过整改齿轮微观修形(齿形、齿向、齿累、齿顶修缘、鼓形量等)可解决变速器齿轮“啸叫”问题;通过整改变速器壳体壁厚加强筋以及变速器内部间隙隙(齿轮侧隙、差速器侧隙、输入轴花键与离合器间隙)、刚度、配重块、悬置等方面进行逐一排查装机验证,可有效改善“DA DA”音以及加速“JiaJia”音问题。最终,GJT的改善方案先后获客户的认可并于2013年在452系列全平台批量实施。
与此同时,售后市场存在东风柳汽抱怨452产品1/2档选换挡力大、R档打齿等Shiftability换挡性能问题。为此452项目组团队与技术、试验等人员一起,对改善换档力大、倒档打齿的解决方案进行了反复的评审和试验验证。主要改善方案有:1/2档同步环由单锥改双锥,R档增加同步器刹车装置。其中我们在方案验证过程环节多次在EOL台架发生同步环烧伤问题(铜基螺纹,锥面角7°,锁止角50°)和R档挂档卡滞等失效问题。经项目组团队反复推敲做失效分析8D报告。最终,我们锁定了失效问题产生的根本原因和解决措施。
1)、同步环烧伤失效的根本原因如下:当运行倒档时,输入轴输入动力。输出轴二档齿轮与一二档同步器转动方向相反,存在大的转速差;当运行倒档时,倒档惰轮挤压一二档同步器齿套,同步器齿套往二档齿轮方向移动。同齿套往二档方向移动后,挤压一二档同步环,同步环处于预同步状态;一二档同步环,长时间处于预同步状态,同步器外环与中间环发生摩擦,摩擦产生热量。热量在中间环聚集,造成中间环的烧伤。同步环烧伤失效的解决措施:控制换挡拨叉叉口与控制轴之间的配合公差,压缩齿套与拨叉之间的间隙公差。以在R档运行时限制拨叉齿套轴向移动导致同步环烧伤。
2)、R档挂档卡滞等失效的根本原因如下:同步环抱死;同步环刹车性能太强堕轮同时与输入轴和输出轴啮合卡死;输入轴的倒档齿轮导向不够长。R档挂档卡滞失效问题的解决措施:在倒档同步环的后备行程上增加一波形弹片,并且使用输入轴倒档齿轮导向长度减短3.73的输入轴替换减短7.3mm的输入轴。
3)、最终我们将此改善方案于2014年在东风柳汽5MTT155FE实施,并获得客户的一致认可。为此,包括本人在内的主要团队人员申请的《一种改善汽车变速器挂倒档打齿的同步器》获得实用新型专利。
通过以上,在2012~2014年期间,452项目组对降本工作以及配合客户NVH噪音、Shftability换挡性能等品质提升的整改完成。包括本人在内的主要团队人员获得江铃集团颁发的《5MTT155手动5速前驱变速器项目2014年度科技进步奖一等奖》荣誉称号。
3、452这款产品转型升级换代的“苦练内功”阶段:通过多年SOP量产推向市场反馈,主机厂客户和终端车主对452产品的评价褒贬不一,加之经历2014年销量顶峰21万销量之后,改款产品已到了迫切升级换代的地步,否则留给452产品的就只有穷末路,退出历史舞台的一天。为此,公司2014年成立了5MTT160(452 G2)研发团队,计划要求2015年8月造出AP属性样机,2016年7月完成CP确认工装样机,2017年10月需SOP量产。项目技术人员整理历年客户抱怨问题反馈并结合市场同类型变速器(大众宝来MQ200变速器、丰田卡罗拉C50变速器等)标杆箱的拆解对标分析,项目技术更改方案主要如下:齿轴3/4主动齿移至输出轴上,壳体部分位置增加加强筋减小NVH共振频率,预铸预留Taxi项目里程表传感器孔位置,3/4档同步器由输入轴改为输出轴上,选换档定位销分开设计以达到选换挡力的平衡,选换档摇臂上增加配重块,各档拨叉由铝铸材料改为钢材的锁销式,简化R档换挡杠杆机构\自锁结构等利于装配。最终,2017年底顺利完成相关AP&CP两阶段的台架试验和整车试验验证,并顺利SOP量产。
总结:
在GJT入行工作5年来,既使我学到扎实的汽车变速器及其关键零部件的设计开发知识和制造加工过程,又使我学会了TIP变速器开发流程、8D&六西格玛、APQP\PPAP\FMEA\MSA\SPC等管理手册和工具;同时GJT的企业文化(Precision精确、Passion激情、Partnership伙伴)给我留下了深刻的印象。在GJT打下的良好基础,使我更加有信心将所学到的专业技术知识和管理工具,举一反三的应用到今后的本行业工作中去。最后,再次感谢GJT的领导前辈和同事们一直以来对我的关心、支持和鼓励!
主管领导评价签字:
人力资源部盖章:
............试读结束............
查阅全文加微信:3231169 如来写作网:gw.rulaixiezuo.com(可搜索其他更多资料) 本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 3231169@qq.com 举报,一经查实,本站将立刻删除。
本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 3231169@qq.com 举报,一经查实,本站将立刻删除。如若转载,请注明出处:https://www.rulaiwenku.com/23756.html

